
一,概述:
HHE-ABS(Automatic batching system)自动配料控制系统是我公司自主研发设计的高科技智能型配料控制系统,该控制系统管理功能强大、操作方便、控制精准,软件设计采用标准化接口,采用模块化结构设计,使系统的扩充、功能增加、业务扩展更容易实现。
二、配料系统的技术性能和特点
1、实现手动操作和自动控制配料功能;
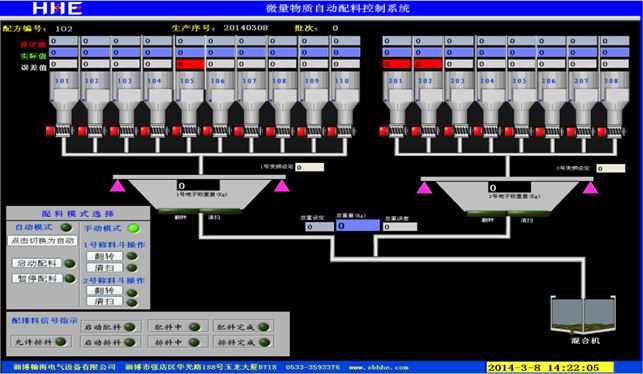
2、美观实用的生产过程动态模拟,能显示实时的工作状态和每种物料的目标重量、实际重量及误差值;实现订单的下达, 执 行和原料的需求统计,原料的新增和删除
3、存贮配方预置,可随时进行配方调用、修改、删除和查询;
4、每批配料数据的历史记录保存,可随时对产量及耗料进行班、日、月、年报表统计、查询和打印;
5、在配料过程中,具有缺料自动报警,并可在线人工更换装有相同物料的仓号;
6、具有操作员权限管理、现场管理和网络化的远程服务等功能;
7、采用进口工业计算机(IPC)作为上位机监控系统,配以友好的界面监控软件和可靠的数据库,保证系统的稳定性、可靠性、长期性。
8、整个系统均为人机对话模式,操作简单易用,维护方便;
9、可实现远程管理,控制室的计算机可与管理层的计算机联网,实时查看生产情况和生产报表。
10、采用变频器控制下料,可提高配料精度,从而提高产品的质量和稳定性。
三.主要应用行业:
可广泛应用于饲料、耐火材料、混凝土配料、碳素、玻璃、陶瓷、食品、冶金、化工等工业领域,适合于物料的连续计量和生产过程中的配料作业。使用本系统可有效提高配料精度,提升产品质量,大大降低工人劳动强度,提高工作效率,改善工作环境。
高精度微物料自动配料典型应用案例:
一、饲料行业的应用
实现高精度微称量,总量控制精度高达0.03%
二、在耐火材料行业的应用

